


想要更直观地感受卷笼机绕筋机深受信赖产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:卷笼机绕筋机深受信赖的图文介绍


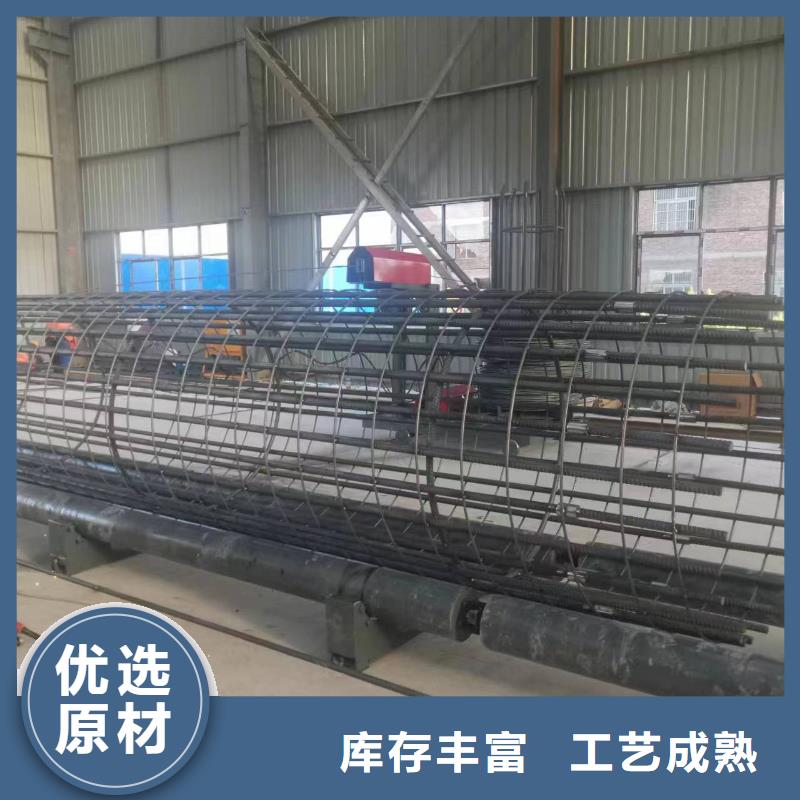
江苏扬州钢筋笼绕筋机产品介绍本机是一款组合式设计的钢筋笼绕筋机,在安装、江苏扬州生产、江苏扬州搬运、江苏扬州等过程中都不用依赖起重设备,既能满足大批量的固定生产要求也能满足施工现场较分散的机动作业,灵活性强。组成结构本机是一种江苏扬州钢筋笼绕筋机系统,包括导轨,安装在导轨上的钢筋托盘、江苏扬州固定托盘、江苏扬州移动托盘以及钢筋笼液压支撑装置,固定托盘和移动托盘之间的导轨一侧设有控制器和自动焊接手,导轨另一侧设有盘筋转盘,盘筋转盘与控制器之间电连接,固定托盘和移动托



江苏扬州钢筋笼绕筋机钢筋自动滚笼机产品特点:四驱行走机构,有柴油发电机组、江苏扬州附近变频器、江苏扬州附近变频电机、江苏扬州附近减速机、江苏扬州附近前后桥、江苏扬州附近车轮、江苏扬州附近液压转向等机构等组成。实现行走、江苏扬州附近调速、江苏扬州附近转向、江苏扬州附近加载并对液压执行元件准确地控制。采用该机械工即减轻了人工的劳动强度,同时提高了工作效率和质量。螺旋供料装置,即能摊铺干硬型混凝土,又能摊铺有一定塌落度的混凝土,适应性更广。技术参数:柴油机:4100型 功率:34.5kw发电机:30kw 整机动力:14.5KW成型尺寸:(80-100)*500mm以内外形尺寸:(长*宽*高)5200*2500*2100(mm)钢筋绕圈机简洁明了应用衬砌拱顶带模灌浆一体机施工技术工作原理利用对衬砌台车开展改建,在衬砌台车模版中心线部位沿台车纵向方位设置一定个数的灌浆孔,并安装灌浆用固定不动法兰,在浇筑混疑土前预埋(RPC)注浆管,钢筋滚笼机,混凝土浇筑结束了后及时性从预埋注浆管处进行灌浆。制浆及注浆设备选用专用型的衬砌拱顶带模灌浆一体机进行操作流程,注浆材料具备微、江苏扬州附近高流动性、江苏扬州附近早强、江苏扬州附近无泌水、江苏扬州附近操作流程时间段长等特征,不仅促使空洞充填功效,且能起着填补或修整二衬混泥土的缺点的效用,衬砌水泥整体化。

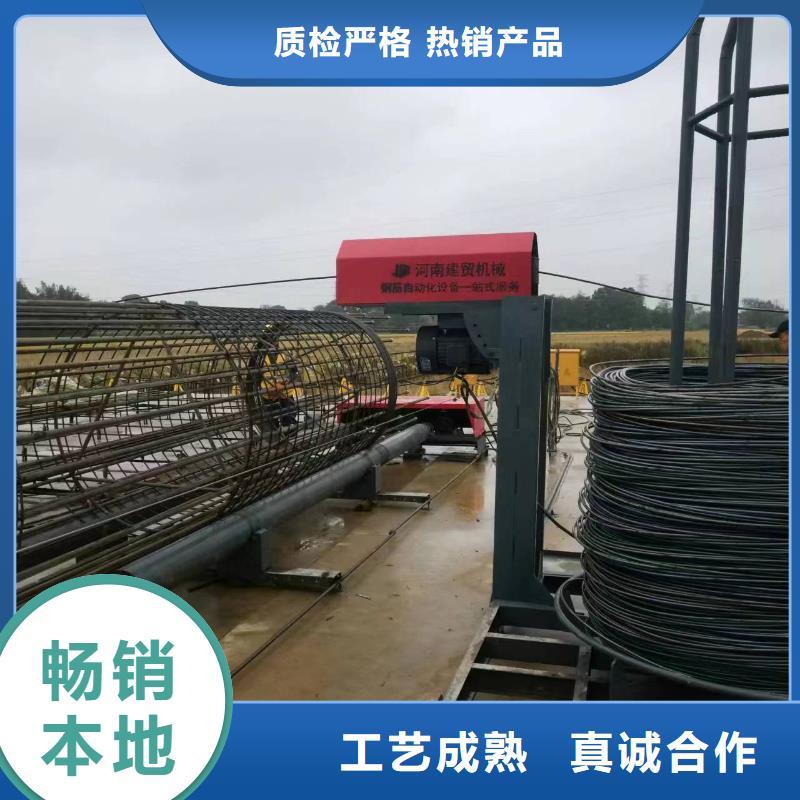
江苏扬州钢筋笼绕筋机设备引进欧洲技术,钢筋笼直径误差可控制在1CM内,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要3-5人,生产出来的成品钢筋笼主筋、江苏扬州盘筋间距均匀,焊接饱满、江苏扬州牢固,可实现监理免检。 设备优势:采用ABB、江苏扬州Panasonic等进口电控元器件,确保设备运行稳定;钢筋笼直径误差控制精准,可达到偏差要求;主筋间距误差小,能控制在1cm之内;一米之内盘筋间距误差可控在5mm以内;可生产双盘筋、江苏扬州双主筋高要求钢筋笼产品;流水线作业,每班3人即可正常生产钢筋笼;套筒连接及对焊连接的主筋可直接上设备生产;零部件设计寿命长,备件更换简单快捷


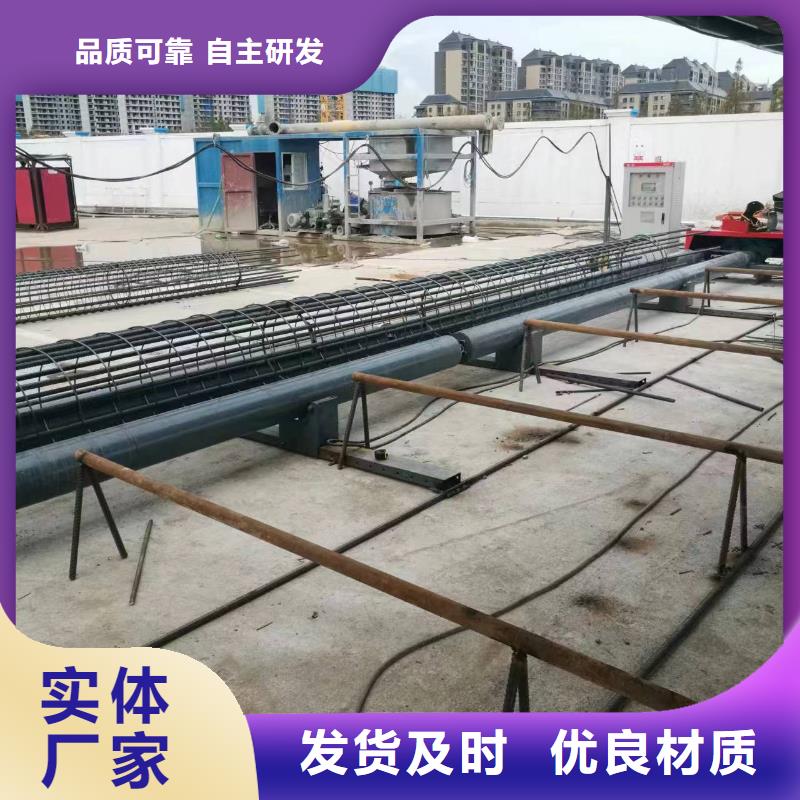
轨道行走部分;机架、江苏扬州移动底盘、江苏扬州钢筋矫直系统、江苏扬州轨道、江苏扬州等组成。固定转盘置于移动底盘上,绕筋经过矫直后于钢筋笼骨架连接。移动底盘和固定转盘同步驱动行走,将传动链条固定在底梁上,充当行走轨道,保证行走的稳定性,提高了钢筋笼的质量。江苏扬州钢筋笼绕筋机,固定转盘也可灵活运用,若场地空间大,可与调直机配用。绕筋线材经过矫直系统,由弯曲状变为近式直线,按螺旋状缠绕在钢筋笼上,以保证绕筋间距及形状的完整。严禁疲劳、江苏扬州酒后操作设备,机器运转时禁止抓、江苏扬州握工件。生产过程中随时处理物件及流动人员,确保生产



对于未来,建贸数控钢筋笼滚焊机厂家有限公司将不断在研发和制造 江苏扬州小导管尖头机中探索新工艺和新材料,倡导低能耗高品质,绿色环保的生活理念,使我们的 江苏扬州小导管尖头机产品在每个用户手中发光发热。



钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。江苏扬州钢筋笼绕筋机12米以上,或者单节钢筋笼较重时,骨架中间加焊1、江苏扬州当地2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、江苏扬州当地箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。


